(19) Bi‘zfilfififi‘ (J P) mfifififififiw
`
`
`
`(I l) fiafifi‘fiififififififi’
`
`fiafifimn ~99288
`
`333211520999) 4 F513 5‘
`(43)£.‘EE E!
`
`Fl
`
`Wififlw§
`
`‘
`
`C A
`
`82 6B 19/00
`
`(SDIntCU
`3253 mMD
`
`
`
`(m>flfififi%
`
`fifififim—ifigfi
`
`fifilfiifl§11 0L (% 9 E}.
`535%}?
`gfifié‘fi
`
`
`(71> Eli/K
`
`000005832
`
`(22) {25% B
`
`EFEEIOQ‘E (£998) 6 E 18 B
`
`(31) fimfigfia $3319 ~20112A
`(82)fi5EEI
`E139 (i997) 273285
`(33) fifififiififi
`Bi: (.T P)
`
`.
`
`(72> fifififi
`
`(1’2) %fi%‘
`
`{72) %E§=‘§
`
`CM) REA
`
`
`(54> {figswm fifis‘zfifflwfifi é:%®§i§fi¥£§
`
`fiTfiI&fié&
`XWFEEfijC$FE§IOcisw
`WE $
`
`KERFSEWk$FEEIOWfiVEIW
`fiéfifi
`fim fifi
`
`XWFEEFEX$F3EIO48mflT§1¥$
`a§&w
`Em fl
`
`ififiFfififik%fiR1048§fiflflT%lfifi
`fififiw
`,
`swat Em Ki?
`(ii-£62)
`fififimfi<
`
`(57) {gs-m1
`{fig}
`fifiizfii‘t’) Bhééfi wifi’i’é? V‘fl/‘t‘fifi
`i—Sfl‘éa
`
`fifi2éfiflfi1®fifi2fiofl§$fi
`(W&$&I
`wflfl2mm%wLTE%%%&¢émfi%fimlok
`ROT$0\Wfiiflflfififlfifiw%fl%llkflo
`’cwéo {Rizjjégiéaafl 1 o @ifififlfiéfifi; l9 Etfim’éflfi 1
`lififiifik%w?éofil®ififi6t$flfi%fi
`$1oa®fl%11&wfifiifiwfikAfialwwE
`t&&EfiUmwTkaofwécfififiefififififi
`%1ovfifiL\fiKz¢mew£flfimfimflll
`Tfifif§:tflfi%6°itmfi%fi%lo&fiflfl
`11aw%fimfiéfilwififi<mfifiéc&fififi
`Téfi<fén
`
`
`
`39 figfifififii
`31
`fifi‘z‘fl
`
`
`
`
`
`(I l) fiafifi‘fiififififififi’
`
`fiafifimn ~99288
`
`333211520999) 4 F513 5‘
`(43)£.‘EE E!
`
`Fl
`
`Wififlw§
`
`‘
`
`C A
`
`82 6B 19/00
`
`(SDIntCU
`3253 mMD
`
`
`
`(m>flfififi%
`
`fifififim—ifigfi
`
`fifilfiifl§11 0L (% 9 E}.
`535%}?
`gfifié‘fi
`
`
`(71> Eli/K
`
`000005832
`
`(22) {25% B
`
`EFEEIOQ‘E (£998) 6 E 18 B
`
`(31) fimfigfia $3319 ~20112A
`(82)fi5EEI
`E139 (i997) 273285
`(33) fifififiififi
`Bi: (.T P)
`
`.
`
`(72> fifififi
`
`(1’2) %fi%‘
`
`{72) %E§=‘§
`
`CM) REA
`
`
`(54> {figswm fifis‘zfifflwfifi é:%®§i§fi¥£§
`
`fiTfiI&fié&
`XWFEEfijC$FE§IOcisw
`WE $
`
`KERFSEWk$FEEIOWfiVEIW
`fiéfifi
`fim fifi
`
`XWFEEFEX$F3EIO48mflT§1¥$
`a§&w
`Em fl
`
`ififiFfififik%fiR1048§fiflflT%lfifi
`fififiw
`,
`swat Em Ki?
`(ii-£62)
`fififimfi<
`
`(57) {gs-m1
`{fig}
`fifiizfii‘t’) Bhééfi wifi’i’é? V‘fl/‘t‘fifi
`i—Sfl‘éa
`
`fifi2éfiflfi1®fifi2fiofl§$fi
`(W&$&I
`wflfl2mm%wLTE%%%&¢émfi%fimlok
`ROT$0\Wfiiflflfififlfifiw%fl%llkflo
`’cwéo {Rizjjégiéaafl 1 o @ifififlfiéfifi; l9 Etfim’éflfi 1
`lififiifik%w?éofil®ififi6t$flfi%fi
`$1oa®fl%11&wfifiifiwfikAfialwwE
`t&&EfiUmwTkaofwécfififiefififififi
`%1ovfifiL\fiKz¢mew£flfimfimflll
`Tfifif§:tflfi%6°itmfi%fi%lo&fiflfl
`11aw%fimfiéfilwififi<mfifiéc&fififi
`Téfi<fén
`
`
`
`39 figfifififii
`31
`fifi‘z‘fl
`
`
`
`Q
`
`@3531 1
`
`1 — 9 9 2 8 8
`
`2
`
`[$§%¥§fifl%flbfifififll
`
`I%%@Q%@E%W®W%T%fififl
`fiflfil]
`w&%mbffl%%%fiiéflfi%fi%kmoffim
`Wfit%fl%fififlfiwfimm&&orfiv\M$fifi
`%w:§mfififixwéfiflfiififiifim%wb\E
`
`
`wifiwaifififi%fl%é &%&®%fiifiwfi%
`fifimmgkfififiDmBT&&on§:ké%fik
`Téfifiw$%wwfifia
`
`
`
`[fifiazi %m%®%mKMWfi$wemrwé:
`k?%&t¢éfifi§lfifi®§fiflfi%b®flfin
`{fiflfis} @mifiwfimfifiWEKwfififiwa
`meé:géwfikfiéfiwalikm2%fiw§fi
`ma%0®%%°
`
`10
`
`{fima41 Mfififififlflfigfifio&fléfififi
`é: L’Cfiéfiéhfmé : é: 724%??éfi'k’i‘éfifiéifiaiafiiw
`éfim&%fl®flfio
`{fififisi
`fi®tfi¢fi%®fi§%fi<tTW6l
`a%%fi&fa%fi§1~4mwfh¢®§fififi®§
`fimfi»? '9 6354630
`{fifififil Wfi%fi%&fi%flfi&fiikfifi%i m
`n6%&%%fiwmfiwrmé:kéfiwkfiafimfi
`
`1~5®wfnmwfimfifi0§fim&%wmflfio
`Efififi71 mf%@%&$$fi%éfiitfififli
`fléflfifiafimk G’DfififiEfififi? < 73:61 U 7035931C§QWT
`wa:&%%&k%éfifigefifi®§fim&%b@fi
`Ea
`
`[fififiBI Mfi%@%w%fl§$b<fifififim%
`$¥fiéfififlm§fiBfiTWélk%%&&Té%”
`fi1~7®wfmm®fimfiflwfififla%bwfifin
`[gfifiilg 9}
`fia$flfi§fifi®éfifiéflmmzb w
`Twfléfimb\HEWw&fi%HwLTfiv%imé
`Efl%fiméfiémbtb\fiwfifiktf\fiwi%
`ififlé$fl¢éfifik®fiéfifit$fla‘Emifi
`.Tfi%%%&?é%fiwfifl€%flbtéflkéfiw
`Txflfi®fi&&%&®fifififi%%fiEmbf\ER
`%E@&®%%M®wfi?flmfiflmm%mL1m%%
`fifi¢6flfi%fl%%%mb‘Wfiifimfififiwflm
`flfl%%%&#é:&é$fi£¢é§fim&%bmflfi
`oflfififio
`'
`
`h6547®fiflé%®fi£fimm%¢5gmfibéo
`{000m
`
`{fifiwfifilfiim&%b®%E<\E20M$
`
`$$5m‘%®§@3,4wiégwmxfifififi&5
`fifiMézééfizwmrfififéfifi 1A flaw—Gfififfimwéfii LT
`Wéfifi<®¢fifi€flTfififiJ%%flLTL$5C
`aliofl‘ifi 1 9 ézfid‘i is #133232, 7E§3Hé 366$:
`fiégfl’fiEEflZ éfigafil é: bfcénnyfiiébéwx :03
`%%\&1Kfiwémwfififlfifiemflfi&mv\a
`wfi£€fifib§flfi?é:
`‘c'fx E¥L27§=B§Aént§é
`6%flfifé:kt&éo
`‘
`{0008]:®%\mfipfl%fitfiwffififimfi
`5&81E/{L1's‘é : E 75mm»; 5 tcflfllfiéiéafififlmlf‘
`fixfififieafifl2flfimfib&wfi%%%E®W<
`B®&?é:kfi%bwcffibéxfln%ééfiém
`fifi%%6%$é<¢h§&wwf&§fi\Cmfié‘
`fiugbfifiufi&6&\&1®%é(EE)Twfi<
`inTL’S'i‘ifififix E¥L2b>€5®m5wg§wfiwfij§
`etafbibtbm\%%2®%D%D%$é<bfi
`Whfiagamhmx&1®%fi:&%~xy%$mé
`(fié:&mE\%§@%®tbmfilmfifi%ké<
`Lmfimfiaaf\fi$flmfifizwfim$fifibe
`fi6®$kfi§<aéo
`[0 o o 41i®z3~33¢L2€>§§D$Efi~é< 1:wa 03%:
`AéE<L&§&f%&‘Efififiéié<¢élkm
`mnffieawflb£&fififik§<fiékbmfln%
`fifik¢éoikxfi1®fiéfibtbtiiflfifi8
`%k%<¢6%é\almtfifi%wfifififiémé<
`Lfifihfiaaf\:hmm%kbm%m&fi<:km
`72:59
`
`{0 0 0 5216073251; £55335 4» 1 3 7 9 3%{a§
`flmaEZ1Kfi%£5fi%lwfl%2%fifififiw%
`Efi§§§%fiféfifi%%<£5K?é:kffi%%
`é$é<bté®fi%§éhrfiv‘itififi55~
`63973%afikfifl22k&f¢iktfi%fiwfi
`%w@%%Tfiflmm%&%#%éatfiwfifiémé
`< Ltéwfiififiléhflfléc
`[000M
`
`~fiw$flwmfi$k%emfi®&fl
`{fififiloi
`©flfi¢k$komvfiwrfiw%flmmfiéfimgg
`@%<Téfifiéfi§:kéfifitféfiflfi9fifim
`fififl$%amfifi®§fififin
`{fififilli
`fifififlfigflm%fi%fi§5mfie
`LTEWWI§fi5:&E%fik#éfimfigitmi
`ofifimfifiw&%bwfifimflfififio
`E%%mfiwmfi%l
`{0(301}
`
`.
`
`ifififlflfib:5kf§fi%lLmb\i%20®fi
`m fimfiémk%®m\mffi$$fi§€vfiéfiwgm
`:5 fifECEEfiflHI’si—Zéfififiafifllifé‘r‘éflfi & LT!» a} c
`hE~fifififiéhTW6x§yvxfiwfifigfimg
`Lk%é‘wfitzb%EETém&9E<(2.5%
`Hi)Lfi<ffififif5:tfivéf\%LffifiT
`mfik§fiéfi<w§ckwfiémwkwfifia&fi
`%\:n%%¢tbmmfit($WE)%%<¢%$%
`EofiTéfl<o
`{00071$%%@:oi5fifim%&%éhkgm
`£%%®fi%é&fifi%lx%%mgfim&%bmfl
`v&0\%ma%&%ég:5mfimmm&em§%<
`fi‘%K§fi®fi%flfifififih%fiéhkfifikwé w wfié§v&»fififiéfié%fim$%awfifiéfifi
`
`
`
`%%$11—99288
`‘
`
`4
`
`fifltfififi%éfl\3%2%@flfiltfifiéfifi2
`W®M%®T%%Nfifi9®E%%%fiféflfi%fl%
`10<%0\L%W%®:%%®%$%Rmfififi
`11<W65§K\Mfi%@%10®tfifl®fl§
`fiivfiflfifllifiwm§5EW%flLt§®<
`30‘ébuflffifl$10kfimmllkwfififim
`6%10Lfiif0fifiA%fi1mi%WE(flag)
`ttfitm%muTCA§t)beikfi$mfiw%
`fififé‘ : at *9 Exixé < <W< t) L'twéa
`{00171:®;§&%Em\mzufi¢;5m\fi
`@fifls,4<%&&%40&M%30&€%KT
`fifi40,300%?fi1@£%%%&1%kafimm
`%30®%m;ofmfi%fifilo&&fl%i:kmfi
`fifié$fi¢éfiwéfiwtfifiMmfifiEflm%\fi
`Cg?m%fi§m%¢é:auxorfi%o
`[o o 1 814R¥E§Efl¥51 ozcgorfiéfifiénrsfifiw
`wfifiewmawu%mmbef‘m$%fl%10$9
`$$flfillfifi8fifi%wLTmétbK\fiafiD
`Ekg<kofEMflfiwééfié<?§:&fiféé
`%@?&U\itfifiThfiEtKfimméw%®&f
`En:&7b§“§§—f<éf:k’>il\ fiééfi<i€fléCé7fiT€ré$®
`&Z.COT§I\5O
`[OGI91@3@MEln%Lk%®mmLTEE
`Téé$fi$é<bfihwéfibffib\®3®mfi
`1mfitt%®m&bfmm%11®$$¥%R%K%
`<Lf%miaémé<bk%®&\@3mmfiET
`&fi%&§6%fiumé<bt%®%fibfwéu%E
`TééEK¢$<¢6CEfifi§£Dfi<N9$W§C
`£flfi%~wfi$fiRéxg<LT%m%6%mé<¢
`é:&fim%tbéfl<fé:afifiééfl\wfhm
`bf$fimfiDmfllmfibt%wia$é<Lfiw
`&\m®%wéfik%<fiofbéfin
`(0020)@4umm%%¢0:nafifl4kurfi
`$40mfifim§fi41%fizk$®éfiwr\filw
`fifl$110Efifim&%h1®m%lséwmiéi
`5KLk§®T$éowafil3®§fifi‘fififil
`IéfiuweifiT%&§6%x%<?6:&Kfi&t
`bfl\mafififiQéBsz6C&fififiéfifififi
`K20finfiDQX%<LTfi®§A%E<%é:&fi
`fiééo§fi\EET%%<LT%%ééfifi<fifi%
`fié:&fi@%éi§flf§:&§fi%éc
`
`{OO2IIE5flfiTEwfifiaifi®4mfibtfi
`fl4miéM%13@%&KMZT\fifl3®M%BO
`¢%m%331%361\filmifi¢£fimfifihz
`@Mfi12%%&%6iémbk%®?%éocwxfi
`fiwfil2flfimfixfifibflfiflllwflfifiééfi
`3<¢a:amaamm\fifivmfibr\mswcw
`mfi12fiwfléhéhbm\E%2w6wm5®%m
`fi§m§<%6:tfif%é%®ffifi\ififififll
`lfifiawfifiéi©§<fiéié:&fifiawmfim
`
`3
`
`fék%9\ikfi®§%é¢é&:5mifififléfi
`fitflfifa:kfiv%5$im&%D®%E®%fifi
`&%%fi¢ém&a
`{0008]
`
`Efifiéfififétb®$EILmLT$%%K%é%
`fima%omflmm\fifiéfihfi®fiflMmM$T%'
`WE%WK%ELTE$§$K?6W%%E%E¢OT
`30\Wfii%fl%fimflfiwfifi%kfioffibfiW
`fig‘éfl’éfiwifiififlfléfifiii 0 ‘b @fii’éfiifib§tfi§:§€fij
`L\fiflfifimfitfiwfi%fiflkfifi%éflfifiifi m
`®#$flfiwfigkfififiDmflTkfioTwéckk
`%&%fiLTW6Omfifinmfi%fl%vfififékt
`EnEamgwmwfiwiflfififlvfififé:&fl@
`$6:§Kbt%®fié9‘Etifififi%fi%&fifi
`$k®fififlfi§fi®ififi<fi$fi§iEfifigéfi
`<Lfi<fhffl$5wpt%®fi®5°
`'
`{0009}%&%®EWKMW%EWK@\%®LE
`®WW$fifififiwfiéfifiT%WT%iwo$fifl®
`¥fi§§fié<§l€fifi§éo:wfi‘wfimfififi
`K$$bfi0fifiéfififiabffi<kxm%fi0%$ w
`eu§%@$w&¢é:awv%5°
`{0010)it‘%®:fi¢%%wmg%fi<bk%
`UD'CSEQO'C‘E chm
`
`£0011}wfi%fl%&w@&%éfi2kfififign
`éfiflééflkfifiémfimfi<‘%fi%flflfikb®
`6%01$;<\:®%Q\Wfi%fifi&w&fifiéfi
`itfififiihéfifififikwfififlflfi<mfixvT
`©$K$Wémfifiibwo
`'
`{00121itxmfi%fifim%&§%b<mwfifl
`©$$$§%%fi%mfi&5%5:E$fliuwo
`[0013]%Lf$%%fi$fi5%fima%vwfifi
`w§fifi&fi\fi®fifi$fififiéé$fiéEflmzb
`TM&E%&L\HEW@&fi%WMbT&F@&fl§
`%%%%Séfiémhtb‘fiwfiflkbfxfiwtfi
`tfiWEfifl?éflfiKflflE&fitfiflk\fi®:%
`FEW&%&¢6%QK&%&%&Lt§flkéflw
`T»MW®§€$$k®fiT§fié$fiEWLT\Efi
`éfimfi@E%M®W@T%Kfi%mm%mLTE%%
`m&famfi%fiwé%mb~Wfitfiu%fiflflfiw
`fifi$§fifi¢éltfl%fiéfibf%écWfifififl w
`3%vwflfiéfifiEflkior%$mfiéc&fiv%
`
`& [
`
`0014]:®%‘~$®&flwmm¢%%aM$m
`&@®&%$fi%k@fi?&®t&¢fl%®fi§é$fi
`Eibfi<¢éfifiéfi§®%fiibwo
`{0015}$fiE$fiflfl®$fifi§fiEWfikLr
`EWMIEfioTE$WD
`{001m
`
`f%%®$fi®%fi£X%%®%m®%%®~muom
`Tfi%?é&x@1Kfi?&5K\§$%%fififififi m
`
`
`
`5
`
`W
`
`%%¥11~99288
`
`s
`
`Ra%mé<bffiv\:mwfiorfim%1lm%fi
`
`i6a$kfihé$®abrwéo
`{0028}$$¢UYE1®W%4N@IU782K
`ow1$\@15mmfififitxmfiflfl%lofl
`fifififillflMfiTMfllB$fiiT\fimWEWb
`fififigti9E$$<\Wfl$ll®$$$fiRb$
`$é<ffiflflll®%fl§5b$kfi%ébmkbf
`W60tEL\W%IUYa1KfiHéfi1@%fi£%
`fifhfi\Ra<Rbk¢é£k£K€ikfl)%fi§
`éfia>5bktfwéafifi‘:wi5fififik?%
`:&@\%$WEWb%fiwWEWa$D&Lfi%<?
`ElafifigmfiélkflfigéafiwmxfifiEWK
`fibf%§&fl&fi€fi<ffi:kfifi§éo
`.
`{00292%LT\m97a2®$BK%WWfl%B
`fl%&L&WxU?asmfiwfifl%2®%zmfipr
`m\@7@&éwm@7wmfiviiu\%mwll
`&wm%%fi%10%fiifw&m%%®$©\0&0
`fifififimfiflfi<xfififlflflmxfifi6C£fifié
`fififi'fififitwfimk Lfméa
`[0 o 3 o] fii‘JAE’MKWLxfiftfiih mtmfifiéfi
`fiEok§fi<fi§$kmU7alufiwTfi\WWW
`i<fi<fl6ikflfi§6fit\MA®WW%9&<?
`é:&flfi%é%®&b~m&®%mgfi¢%mv7a
`1&E%<&%C&flfiwfifidNwmv7azmow
`Tm\fifififimfifi$WEfiéfi<¢éz&flvéé
`%%&b\$6kfifl9kfifififi5t$mmv7aa
`KOMTQ.@EEflfimt<fifi®EflMIkbf‘
`kémmEfifl$E&fifiiBfibfwébWfiEEO
`t%\i%@fi%T&ZO®IU7a1,a2fiflflé
`Mfififikfléi5kbfifialy7al,a2§®l
`5WEK§§15®KETWfi<itfifl®Wfi3®
`mfnmufi«LT%iw®mhéawvh%o
`(0031]@fifififimA%D®M%Eu%fififé
`:kfiv%éoE16flfifikw+vvfik&orwé
`%%E@m%%<EiWPHfi®¢%EU7aI&\%
`huflwm9734amfiwrmU7ainfiwéfil
`afibrm‘m15¢flita§1509wfi+gamw
`»E%fitb\mmmy7a4®&1mfipfma@15
`(witafl1swwfifiifiawmmfikprwéa
`myfa4EWQmU7a1%9m%%&fififlwflfl
`fiEfiflflbfimmvfwflfikmfifif\Wfiwmv
`7Tfi%fiEflmiém1%‘%%@397?fifififi
`mniéml%fi5i5kLT§£m0fihE6bT$
`9.C®%€K%WT%\%10%§%fiK%WT\W
`fimDTa1K3U6%$§5fl$0&6i%<fiéi
`5mtr%<®flfi$bwg
`{0(332]
`
`[%%m%%}uthEMW%%ufiwrm‘fififi
`RMEfififlvflfifbkk$tfi%#&®%w%mfi
`m&&%fififi%ézafifié%xfinbt$ka
`
`
`
`%&DM$%6K%K\JDfiGEfi<Wybfélk
`flv%éu
`
`{0022}:fiw%13m@smfi¢;5mfiéfifi
`fi&otv\@7mfi?i5kfi1®t%?fi%%fifi
`tfébwfiaofbxwoW%12KLT%\@7K
`fi?i5K§1®Lfiéfififié¢é§®fibof$i
`wOme®%%E@%Ewa5fiflB,4wfififi
`Emmmpr®m&fi%%<¢ézkfiv%\35mm
`$Efi£5mmzzwwmm\m%tv&a<¢a:g
`mafia
`
`[00231§k\E8@®9mfififimmmlzw
`fimwfibffilwtfimfi%%fifitxb$§<fi6
`fifi%fi5k‘fififi11@%&fi5®%x%mfi%m
`flickfifiééuEBMET?~NK®Mfi12m\
`fifl3g4%@MEfifl$é<ffflt®K»fififlfi
`T&6$fififl&fi5&fl3,4wmafiEEbECa
`fi?6%60
`
`[0024IE10mfiT;5K\filwthfiww
`Wkfififlfil4Efififfilwifimfi%wfig%§
`MEtiDBfifihfiWfi<Téifith$~@fib
`mfl%11@%&§5%k3<¢é:&flfifi7°i
`X\Mfi14éiwflfi&f%ckv\fifls,4mm
`méfimé$é<f5:&flfigéofiliaMW14
`%w%l3&UMfi12kflmfififa%h8fiwfifi
`Etifi$fi§€fi<¢%k&btfim%l10%fifi
`awfix%fiETtmLfk%<khéifikbk$m
`%fi%LTW\éo
`
`[0025}tiéT\Wf%flfllofififififlll
`éfifiézkmxfifiEWfifimTéfifiw&fl3,4
`kafiwfimb§~flfiugwéwazéfifitfifi
`mmwafiéflfimfiwo:wfiKOWT\E12u
`
`fiffififififimfi%DK%WTwéfiflATfifiT
`
`10
`
`20
`
`30
`
`& [
`
`ooze}@12m%%@fimafim$%vm‘~w
`wfiflvFHa,Ha&\fiEA9FHa,Ha%KM
`'anmyFwafifiamwmnwH§fiza&a%
`m‘:m6fi«ykmnwé%fimmB,c,8&flfi
`iéflfifi$DkLT\fififlvn779fnmwfié
`fiith®fi\%%~9VME7V~AY%fiLT%%
`$ED%W§#6$WA¢9V¢MK§%$MTM5&
`&%K\@vaFfifi7V~AYKloT7m~%g
`Eécifiém'fwéo
`{0027}@13&wmz4m:%%AvRHaKfi
`wfhéflfiAéfiTD$fi®fifl2fiwflémfwé
`kt$k$fiU$fimfifibkfififififlmménéfi
`fiERAfl\%®%%2éflfifwéfi%@5E‘%fi
`fifiafiwéfii%9%§m$%397almOwr
`fi‘fllswwfiTxfiK\Wfi%flfilo&v%fi
`fillumxrmwlaEfiiT\fimmEWaflfim
`Etivhmém®m%%5w\fifl$11®@$$g m
`
`40
`
`
`
`7
`
`(5)
`
`%%$11~99288
`
`s
`
`9‘:mtfikflfifiémé<bfwm%éa<¢é:
`ékfiflw%mfiéfié<bffi@%A%E<Téik
`KOWT®VVV7%%né:&fiT%6E®?%D\
`Lm%fiwifimbifimfifififlk@fi%k®fifi§
`‘GwfiifiE’f‘a‘wWE &: fiéi‘fifl Drbxu'l‘é: Uri/Warm?)
`m\fig&fi<ufifiéfi<méz&3fi%éfiwfia
`5:39
`
`IO
`
`20
`
`30.
`
`
`
`[oosalcwfi\&&%®§mumfi%fifiéb
`
`
`mfiwfiwfiEX%<ézkflfiéétbm\fiflw
`fimgé$amxfi<btb‘%§&é&mfi<btb
`fé:&m?%&
`, {o o 3 4] in wwxfimmmmasmmwwaa
`WTE\Wfiwwmfiééawk%<bhvxfifi%§
`Eitfi< L7“; UTE) :2: 732311“? 6; meMFflfmflfmSA
`Z) t; & wnmmv: é: 7)??? éfiébm fiéwfififl '9 7b‘i
`fiééfiwtmh
`[0035}:fi@%m$fi%ufiammotfi6%%
`fiabffi<&‘mgkvéégmafi&%®kvéc
`kfl?%éu
`[oosalit‘@wifim%%wmg%fi<bk%
`®T$xi§MW$M%%EWfiE@EW$Q%%%%
`fifb:kfl?§éo
`{o 0 3 71 {Rujia‘éififimvéflifizflafizfcfiflfiih
`afifl§éfimfiw6®fima<\fifiwwfiwkfiw
`T$of$£wo£WK%WTWfi%E%&U$W%%
`$w§%%nmLT\fifik%§&fifl®flfi®mm%
`%@€JWLEE%C&7)§'G%E>U 4W; Wjiggfifimwt
`fififi%fiikfififiihéfififim&@fiWEflE<
`kélu7®&KfiH5&\fiéflélkuowfwfi
`Wkflfiiwzxbwfigwfifiémécaflflgé%
`w&méo
`,
`[0038}it\Wfi%E%®%flfiEb<fiflfi%
`®$$#§%%fimmflag&é&\fiéméztmo
`mrwfifiaflfixmmxk®g&®mfiéméfim%
`WTxéEKfi§LW%fiéfiéikfiT%§
`[00393%LT$%%m%wé%fim&%bwfifi
`@flfifi$m\fimfiflfififififiéfifiéEWMIb
`TMfiéWflL\fifimwfifi%WMLT%fifiiné
`%%%fimé%éu%tb\wmfifikbf\fiwifi
`ififl%%fif5%fimm%%fiwtfifl&\fi®i%
`TEM?%&T§%%K&%&%&Ltfiflfié$w
`TxMfiwfi&&fik@%?$H%%fiEWLT~flfl
`&@a&mm%QO&?fimwfimm%mLr%%%
`%&%5Wfi%fi%%%&L\MEL%M%EWWfi®
`mm%éfim¢6kwm\@wifih&flfi%fl%k%
`m%&®fifiifiw#%%&@WEaflfiWBWHTk
`LTWéflfiéfifiEmmxoffiékfiézkfivé
`an
`-
`
`>§=
`
`40
`
`[@16}%§ma%ammflwm%mfifivafia
`{@171flimafima%vm$Wéx%%u%éfi
`fiwflfi@?%éo
`'
`[l1 8) WiQflfiWWEIR—ETEJéu
`{E 1 91 fifiefi‘rjwfififiifimbéo
`{@201miwfifi%&flwwfiflfi%éo
`{@21}@@%%WG%EQ?%§O
`(@22)é&m@m%%fiw%fi®fi&ao
`E%%mm%f
`‘
`1 E
`2
`33A
`
`10 M$%@%
`11
`fifi$
`
`*[0040}:ww\~fi®fifl®mm¢%%&mfim
`&@®&%¢%%&wfifigm¢%¢m%®WE%%M
`E:D%<ffi%fi%fifik\@m%®%mfi%k%<
`bfflnmfitfififimé < L 33¥L®E%D?%%é mm?
`<LkDEE%éEK$$<LkUTéCEfi?%éO
`{0041)@fifimaufim%fimfifimmfikbr
`Emmléfi5:&fi\@flflfiiémmfiémé<?
`5:&#F%étwm\@flmfifiEWfiLTUXbé
`mzé:&mv§a
`{Efiwfifiaflfll
`{E} 1 J Zififyfimfiémwfiéfié®~4fijmwii$ffifil§1fizfig
`
`& [
`
`@Zlmiwflfifififlwfififififiéa
`IEBI®®Hdfifikfihw%fiflw%fififi%
`
`& {
`
`1E4} {mwmw-Ewfi (magma (bnifigi‘éififi
`fi@®%fi@fi%&
`[fififéamflWEfif%®fikwmwfifi\mm
`fl%fi&flwfifigfiéén
`{nelfirwm%®%fimv%éo
`[E7]Wt®é%tflfl%fi?%®Tx@m%fi
`E\wmflfifiéflwwfififi%h
`[ESIWDWE%T%®F\GMMWEE mmflfi
`%&fl®%E@?%%g
`[1219} thflfi}%%’3‘%®?\
`flfifififl®%fi@fi%ép
`{PEI 0} figicéfléififi'izwfi (gamma (12)::
`flfifififlofififivfiéo
`-
`[@11]&W®%E@F%ég
`{Elzlfifim&%vw~wwwfi@fi&éo
`[E13]fiiwfifim&%DK%Hé$%%K%éfl
`fimfifi§v§a
`{123 1 4] fixmflmmfifififizfitfl'fiifiéo
`(E15)@Hwhflwmfiiwfifimfifiwfifi@fi
`$5”
`
`(anifififim (bni
`
`V
`
`
`
`[(32111
`
`(5}
`
`[[2161
`
`%§§$11«99288
`
`{I31
`
`t I v
`
`w
`a
`m Mflgw\
`A;
`m‘"
`
`’
`
`H
`:2
`Rm,
`I;
`E
`
`\\
`
`
`
`
`
`(7)
`
`fifimli—ggzss
`
`\&_._n%\§m7
`lift
`
`{($3.1ii‘.‘Q.
`
`««««««««««
`wififlifipM—EW§\\\
`gig/lg
`
`
`
`[@9}
`
`
`
`
`
`
`
`
`(8)
`
`§§§%5}311-99288
`
`{E14}
`
`(D)
`
`E
`
`1
`
`£4
`
`E,
`
`\n!G
`
`EM
`
`‘1).
`
`{d}
`
`UIJMJ’IIév.
`,E.
`
`
`
`..‘49¢»..rdmg‘
`
`{@118}
`
`
`
`
`
`
`
`
`7uyb&~9@fi%
`
`(72)§§§8%§
`
`d‘fifi
`
`fik
`
`firmiHEFfifiiflifitfiaPaiil048%?fiflfifi1*E3323E
`flfifiw
`
`m)
`
`V
`
`fiw¥11~99288
`
`(72)%§55%§
`
`fifififi
`
`IEEE
`
`kfififififik$fifimw%fl&?filfi
`fififiw
`
`
`
`Searching PAJ
`
`i/i ”3-3)
`
`PATENT ABSTRACTS OF JAPAN
`
`wmmwwwfiwwwmm.
`
`(43)Da’ce of publication of application : 11104.1 999
`WmmWWWMM—M
`WWWWWW =
`
`(i 1)Publioation number :
`
`11~099288
`
`(51)intCi
`
`
`
`B268 19/00
`
`
`
`(ZTDApplioation number: 10471935
`
`(7i)Applicant MATSUSHITA ELECTRIC WORKS
`LTD
`
`(223‘Date of filing :
`
`“3.08.1998
`
`(?2)Inventor : KAWAHARA MANABU
`TAKEGAWA YOSHINOBU
`FURUICHE TAKESHI
`KOZAI TAKASHI
`TANAHASHI MASAO
`
`
`(30)Priority
`
`Priority date' 28.07. 1997
`Priority number: 09201124
`
`
`Priority country.' JP
`
`(54) OUTER BLADE OF ELECTRIC RAZOR AND MANUFACTURE THEREOF
`
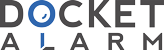
`(573Abstraot:
`PROBLEM TO BE SOLVED: To meet a plenty of
`requirements made for an outer blade at a high level.
`SOLUTION: A iower part of a side wail on the side of a
`blade hole 2 in a slat i surrounding the blade hole 2 is
`protruded to the side of the blade hoie 2 to make a side
`
`protrusion part 10 forming an edge tip and an upper part
`of the side weli forms a curved part H with an circuiar
`are—shaped cross section. The top surface of the curved
`part i 3 sticks out from an extension on the side of the
`
`top surface of the side protrusion part it). The
`dimension A up to the boundary between the side
`protrusion part 10 and the curved part ‘li From the top
`surface of the slat 1
`is almost equal to or less than the
`thickness (t) of the siat 1. The angle of the edge tip can
`be set by the side protrusion part 10 and the protrusion
`of skin from the blade hoie 2 can be by the curved part
`11. The boundary position between the side protrusion
`part 10 and the curved part 11 is provided near the top
`surface of the plat i to make the blade T thinner.
`
`
`
`http://wwwi 9.ipdi.inpit.go._ip/PAi /resuit/detail/main/wAAAZJai2zDA41 1099288P...
`
`2008/04/30
`
`
`
`wumwmwmwvwwwwmmmmmWWWM~WMWWWWWWWW,WmWMW
`
`CLAIMS
`
`[Claim(s)]
`
`[Claim 1]The side-attachment-wali
`
`lower part by the side of a blade hole of a
`
`crosspiece surrounding a biade hole is a side height which projects to the biade hole
`
`side and forms the edge of a blade, An outer blade of an electric shaver which a side
`
`wall upper portion is an arc shaped cross section curved part, and the curved part
`upper surface projects up rather than the upper surface side extension wire of a
`
`side height, and is characterized by a size from the upper surface of a crosspiece to
`
`a boundary between the above—mentioned side height and a curved part being
`almost the same as thickness of a orosspiece, or having become the following
`
`[Claim 2]An outer blade of the electric shaver according to claim i, wherein a hollow
`
`is established in the back side of a curved part.
`
`{Claim 3]An outer blade of the electric shaver according to claim 1 or 2, wherein a
`hollow is provided between both—sides curved parts of the upper surface of a
`
`crosspiece.
`
`l
`
`[Claim 4]An outer blade of the electric shaver according to claim 3, wherein a hollow
`
`is formed as a curving surface which leads to a curved part smoothly.
`[Claim 5]An outer blade of-an eieotrio shavervgiven in one paragraph of claims 1-4
`
`making thin thickness of an upper surface center part of a cross‘piece,
`
`[Claim 6]An outer blade of an electric shaver given in one paragraph of claims l~5
`
`having provided selectively a blade hole surrounded by a orosspiece provided with a
`
`side height and a curved part.
`
`[Claim 7]An outer biade of the electric shaver according to claim 6, wherein contact
`
`pressure with skin has established a blade hole surrounded by a crosspiece provided
`
`with a side height and a curved part only in area which becomes high.
`
`[Claim 8]An outer blade of an electric shaver given in one paragraph of claims 1-77
`currently changing selectively a projection amount of a side height, or a curvature
`
`radius of a curved part.
`
`[Claim 9]In carrying out an opening, a blade hoie which ********s a raw material
`
`which is sheet metal with a pair of metallic mold, forms unevenness, grinds heights
`
`by the side of one side, and is surrounded by a crosspiece as a pair of metallic mold,
`
`Forge coining of the raw material
`
`is carried out between an edge of a hollow, and
`
`heights using a metallic mold which established a crevice in a portion which forms
`
`the top upper surface side of a orosspiece, and a metallic mold which formed heights
`
`
`
`in a portion which forms the top undercurface side of a crosspieoe, A manufacturing
`
`method of an outer blade of an electric shaver forming a side height which projects
`
`at the blade hole side in the side-attachment~wall lower part by the side of a blade
`
`hole of a orosspiece surrounding a blade hole, and forms the edge of a blade, and
`
`forming an are shaped cross section curved part in a side wall upper portion.
`
`[Claim “HA manufacturing method of an outer blade of the electric shaver
`
`according to claim 9 performing a forge which makes thickness of an upper center
`
`part of a crosspiece thinner than raw material thickness between a hollow center
`
`section and a heights center section of the metallic mold of another side of one
`
`metallic mold.
`
`[Claim 113A manufacturing method of an outer blade of the electric shaver
`
`according to claim 9 or 10 usually performing coining by making portions other than
`
`a forge coining part into a coining part.
`
`
`
`
`
` WRWV ‘ , wwmm-mmawsvnwmmmmmwwwwwmmmmmmwmwmmwmmmw
`
`DETAILED DESCRIPTION
`WMWMWWWWW.MWWWWWWmmwmvmaymmmwmm:uMWWWWWrMmMWmmmmWWWW
`
`[Detailed Description of the Invention]
`
`[0001}
`
`[Field of the InventionJThis invention relates to the outer blade and manufacturing
`
`method of the type called the outer blade of an electric shaver, and the mesh cutter
`
`with which many blade holes were especially formed in the thin plate blank.
`[0002]
`
`'
`
`[Description of the Prior ArtJAs an outer blade of an electric shaver, as shown in
`
`drawing 20, many unevenness is formed in the raw material M which is sheet metal
`
`by coining by a pair of metallic molds 3 and 4, Subsequently, although there are
`
`some which made the portion which remains while breaking the blade hole 2, as
`shown in drawing 19 by grinding the portion (it is a field below the line C in a figure)
`
`projected to the one side side the crosspiece l surrounding the blade hole 2, In this
`
`case, the grinding side in the crosspiece 1 serves as the edge of a blade of the knife
`
`angle theta. and the mustache 6 introduced from the blade hole 2 will be out
`
`because an inner blade ****s to this field.
`
`[0003}At this time, it is difficult to make a relation with the opening diameter D of
`
`the knife angle theta and the blade hole 2 into a satisfying thing in the
`
`above~mentioned coining processed so that the thickness t may hardly change from
`
`raw material thickness in each part. Namely, although what is necessary is just to
`
`
`
`make the knife angle theta small for raising sharpness, in this case, since the
`
`projection amount P of the skin 5 from the blade hole 2 becomes large. only the part
`
`to which height (edge thickness) T of the crosspiece 3 becomes it low that it is the
`
`same in the opening diameter D. From having to make small the opening diameter D
`
`of the blade hole 2., and also the geometric moment of inertia of the crosspiece 1
`
`becoming small, the section of the crosspiece i must also be enlarged for intensity
`
`reservation, the numerical aperture of the blade hole 2 “Falls as a result, and
`
`introduction of the mustache 6 worsens.
`
`[OOD4]Conversely, if the numerical aperture of the blade hole 2 tends to be enlarged
`
`and it is going to improve introduction of the mustache 6, the knife angle theta will
`
`be enlarged, and since the slitting resistance to the mustache 6 becomes large,
`
`sharpness will get worse. When enlarging the knife angle theta, making width of the
`
`crosspiece i the same, the curvature radius of the upper surface corner of the
`
`crosspiece i must be made small, and this will cause aggravation per skin.
`
`[0005]For this reason, what made the knife angle small by drawing the curve on
`
`which the section of the side attachment wall surrounding [ as shown in drawing 21 :l
`
`the blade hole 2 of the crosspieoe 1 has the point of inflection on JP,54-l3793,U is
`
`proposed, What made the knife angle email by making a curve draw on the lower end
`
`part which is an edge-of—a—blade side of the above-mentioned side attachment wall
`
`as shown in drawing 22 is preposed by JP,55~68973,U.
`
`[0006]
`
`[Problem(s) to be Solved by the inventionJHowever, each thing shown in the two
`
`above~mentioned gazettes from being premised on said processing method for
`
`********ing without changing raw material thickness as much as possible. When
`
`made from the stainless steel cutting steel material by which normal use is carried
`
`out, it cannot fabricate, if edge thickness T is not made quite thicker (i .5 or more
`" times) than the thickness t, And lncreaseof the edge thickness T causes the
`problem that a mustache cannot be shaved short, and if thickness t (raw material
`
`thickness) is made thin in order to prevent this, it will cause a strong fall.
`
`[0007]In view of such a point, it succeeds in this invention, and the place made into
`
`the purpose is to provide the outer blade of the electric shaver which satisfies many
`
`points for which an outer blade is asked to a high level, The place made into other
`
`purposes is to provide the manufacturing method of the outer blade of the electric
`
`shaver which can manufacture the above—~mentioned outer blade simple.
`
`[00083
`
`{Means for Solving the ProblemJAn outer blade of an electric shaver which carries
`
`
`
`out a deer and is built over this invention, The side—attachment-wall lower part by
`
`the side of a blade hole of a crosspiece surrounding a blade hole is a side height
`
`which projects to the blade hole side and forms the edge of a blade, A side wall
`
`upper portion is an arc shaped cross section curved part, the curved part upper
`
`surface projects up rather than the upper surface side extension wire of a side
`
`height, and it has the feature for a size from the upper surface of a orosspiece to a
`
`boundary between the above-mentioned side height and a curved part to be aimost
`
`the same as thickness of a crosspiece, or have become the following. It is made to
`
`end even if it does not thicken edge thickness by enabiing it to set up a projection
`
`amount of skin from a biade hoie by a curved part, and providing a boundary position
`
`of the above-mentioned side height and a curved part near the upper surface of a
`
`crosspieoe. while setting up a knife angle by a side height.
`
`[0009]A hollow may be established in the back side of a curved part, or a hollow may
`
`be provided between both-sides curved parts of the upper surface of a crosspieoe.
`
`It can sizeecome and a projection amount of a curved part can be come. At this
`
`time, if a hoilow is made into a curving surface which leads to a curved part
`
`smoothly, it can make per skin still better.
`
`[0010]Thickness of an upper surface center part of a crosspiece may be made thin.
`
`[00111As for a blade hoie surrounded by a crosspiece which could establish a biade
`
`hole surrounded by a crosspiece provided with a side height and a curved part in the
`
`whoie region, but couid provide selectiveiy, and was provided with a side height and
`
`a curved part in this case, it is preferred that contact pressure with skin provides
`
`oniy in area which becomes high.
`
`[0012}It is also preferred to change selectively a projection amount of a side height
`
`or a curvature radius of a curved part.
`
`[0013]And a manufacturing method of an outer blade of an electric shaver in this
`
`invention, In carrying out an opening, a blade hole which ********s a raw material
`
`which is sheet metal with a pair of metallic moid, forms unevenness, grinds heights
`
`by the side of one side, and is surrounded by a crosspiece as a pair of metallic mold,
`
`Forge coining of the raw material is carried out between an edge of a hollow, and
`
`heights using a metallic mold which estabiished a crevice in a portion which forms
`
`the top upper surface side of a crosspiece. and a metallic mold which formed heights
`
`in a portion which forms the top undersurface side of a crosspiece, It has the
`
`feature to form a side height which projects at the biade hole side in the
`
`side—attachment—wail lower part by the side of a biade hoie of a crosspiece
`
`surrounding a biade hole, and forms the edge of a blade, and form an are shaped
`
`
`
`cross section curved part in a side wali upper portions An outer blade of said eiectrio
`
`shaver can be easiiy obtained by forge coining.
`
`[0014]At this time, it is also preferred to perform a forge which makes thickness of
`
`an upper center part of a crosspiece thinner than raw material thickness between a
`
`hollow center section and a heights center section of the metaliic mold of another
`side of one metaliic moid.
`
`{00i53Portions other than a forge coining part may usualiy perform coining as a
`
`coining part.
`
`{0&6}
`
`[Embodiment of the lnventionhf an exampie of an embodiment of the invention is
`
`expiained, as shown in drawing; 1, the fundementai gestait is the same as said
`conventional example, but the iower part of the side attachment wali by the side of
`
`the blade hole 2 in the crosspiece i surrounding the biade hoie 2 is used as the side
`
`height 10 which forms the edge of a biade of the knife angle theta, and the upper
`part of the above~mentioned side attachment well is made into the curved part 11
`
`of the curvature radius R. The curved part ii should have projected only the fine
`
`amount delta rather than the extension wire by the side of the upper surface of the
`side height 10, Furthermore, it is the same as the top thickness (raw'material
`
`thickness) t of the crosspiece 1, distance A from the boundary point of the side
`
`height 10 and the curved part ii to the upper surface of the crosspiece i
`
`is made
`
`into iess than it (A<=t}, and minimum thickness W is made smaiier (W<t) than the raw
`
`materiai thickness t.
`
`[OOiYEAs shown in drawing 2. whiie such an outer biade is provided with the heights
`
`40 and the crevice 30 as a pair of metaiiic maids 3 and 4, respectively and forms the
`
`upper part of the crosspiece 1 among both 40 and 30, the boundary point of the side
`height 10 and the curved part ii using what is formed by the edge of the crevice 30
`
`A'Fter forge coining of the raw material M, It obtains by grinding the portion below the
`line C.
`
`[00183Although the knife angle theta of the edge of a blade formed of the side height
`
`10 is small, Since the projection amount of skin can be greatiy made smaii very
`
`much for the opening diameter D since the curved part H has projected only the
`
`value delta rather than the side height 10, and edge thickness T can be made [ and 3
`
`small near the thickness t, the mustache has been shaved short.
`
`[€301 QJDrawing 3 (a) shows what made edge thickness T stiii smaller as compared
`
`with what was shown in drawing i, and drawing 3 (b) shows that to which drawing 3
`
`(0) both made small the edge thickness T and the projection amount delta for what
`
`
`
`enlarged the curvature radius R of the curved part i1 as compared with what was
`
`shown in drawing 1, and made the projection amount delta small. Although per skin
`
`can be improved by being able to shave a mustache shorter, being able to raise it
`with making edge thickness T still smaller, enlarging the curvature radius R, and
`
`making the projection amount delta small. if the opening diameter D is not made
`
`smaller than what was shown in drawing 1, the projection amount of skin will become
`
`large anyway.
`
`[OOZOIOther examples are shown in drawing 4. This forms the crevice 13 of the level
`
`‘ difference h1 in'the rear-face side of the curved part 11 of the crosspiece 1 using
`
`what equipped the periphery of the heights 40 with the projected rim 41 as the
`
`metallic mold 4. in order that existence of this crevice 13 may swell the curved part
`
`11 outside and may enlarge the projection amount delta, only the part which can
`
`stop the projection amount of skin further can enlarge the opening diameter D of the
`
`blade hole 2, and it can improve it mustached introduction. Edge thickness T is made
`
`thin. and a mustache is shaved still shorter and it can make it possible to raise it.
`
`[0021:lin what is shown in drawing 5, in addition to formation of the crevice 13 by the
`
`metallic mold 4 shown in above—mentioned drawing 4, the projection 31 is formed in
`
`. the crevice 30 center of the metallic mold 3, and the hollow 12 of the level
`
`difference h2 is formed in the upper surface center part of the crosspiece 1. Since
`
`the projection amount delta of the curved part 11 will be enlarged too and also the
`
`skin 5 is lengthened on the occasion of shaving in this hollow 12, such existence of
`
`the hollow 12, The projection amount of the skin 5 from the blade hole 2 can be
`
`made small, and since the mustache 6 is pressed out from a root because the
`
`curved part 11 presses down more roots of the mustache 6. the mustache 6 can be
`
`out more short.
`
`[00221The above~mentioned crevice 13 may be trapezoidal shape as shown in
`
`drawing 6, or as shown in drawing 7‘, it may make the too undercurfaoe of the
`
`crosspiece 1 a curving surface. As shown in drawing 7 as for a hollow 12. the upper
`
`surface of the crosspiece 1 may be made into a curving surface. Being able to make
`
`high endurance to cruel use of metallic molds 3 and 4 called forge coining in any
`
`case, formation of the hollow 12 which is a curving surface Further will improve per
`skin.
`
`[OOZCEJhc the forge which makes top thickness of the crosspiece 1 thinner than the
`
`raw material thickness t when forming the hollow 12 is performed as shown in
`
`drawing 8 or drawing 9, the projection amount delta of the curved part 11 can be
`
`increased effectively. The tapered shape hollow 12 shown in drawing 9 can improve
`
`
`
`the endurance of the metallic molds 3 and 4 which perform forge coining whose load
`
`is size, in order that the welding pressure between the metallic molds 3 and 4 may
`
`be small and may end.
`
`[0024JA5 shown in drawing 10, even if the hollow i4 is established in the center
`
`section by the side of the top undersurface of the orossoiece l and only the level
`
`difference h is made to make thin thickness of the upper center part of the
`
`crosspisoe i from the raw materiai thickness t, the projection amount delta of the
`
`curved part ii can be enlarged too. The burden pieced on the metallic molds 3 and
`
`4 can be made smali by making the hollow 14 into tapered shape. Drawing ii shows
`
`the thing it enabled it to take large increase of the projection amount delta of the
`
`curved part ii as compared with the edge thickness T while the hollow i4 is formed
`
`with the crevice 13 and the hollow 12 and only the level difference h3 makes
`
`thickness thinner than the raw material thickness t.
`
`[0025]By the way, it is not necessary to perform forming the side height 10 and the
`
`curved part ii to all the fields in which the blade hole 2 in an outer blade was
`
`established also from a point of the endurance of the metallic molds 3 and 4 in the
`
`case of forming by forge coining. The outer blade A used for the both~way formula
`
`electric shaver shown in drawing 12 about this point explains.
`
`[0026]While the both-way formuia electric shaver shown in drawing 12 is provided
`
`with the blade heads Ha of a couple, Ha, and the d