Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page | of 15
`
`Document
`
`Display
`
` Close
`
`
`
`
`JP,2007-242444,A
`
`
`
`
`
`Display format of document display page
`Text
`PDF
`
`€")
`C}
`Primary document | PAI
`*
`*
`NOTICE
`
`:
`
`JPO and INPIT are not responsible for any damages caused by the use of this
`translation.
`
`1. This document has been translated by computer. So the translation may not reflect
`the original precisely.
`****
`shows a word which cannot be transiated.
`2.
`3. In the drawings, any words are not translated.
`
`
`
`A
`
`(19) [Publication country] JP
`(12) [Kind of official gazette]
`(11) [Publication number] 2007242444
`(43) [Date of publication of application] 20070920
`(54) [Title of the invention] GAS DIFFUSION LAYER FOR FUEL CELL, AND FUEL CE
`LL USING IT
`
`(51) [International Patent Classification]
`HOIM 4/86
`HO1M 4/96
`
`(2006.01)
`
`(2006.01)
`
`HOiM 8/1
`
`2021/05/20
`
`
`
`Page | of 15
`
`Document
`
`Display
`
` Close
`
`
`
`
`JP,2007-242444,A
`
`
`
`
`
`Display format of document display page
`Text
`
`€")
`C}
`Primary document | PAI
`*
`*
`NOTICE
`
`:
`
`JPO and INPIT are not responsible for any damages caused by the use of this
`translation.
`
`1. This document has been translated by computer. So the translation may not reflect
`the original precisely.
`****
`shows a word which cannot be transiated.
`2.
`3. In the drawings, any words are not translated.
`
`
`
`A
`
`(19) [Publication country] JP
`(12) [Kind of official gazette]
`(11) [Publication number] 2007242444
`(43) [Date of publication of application] 20070920
`(54) [Title of the invention] GAS DIFFUSION LAYER FOR FUEL CELL, AND FUEL CE
`LL USING IT
`
`(51) [International Patent Classification]
`HOIM 4/86
`HO1M 4/96
`
`(2006.01)
`
`(2006.01)
`
`HOiM 8/1
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 2 of 15
`
`0
`
`(2006.01)
`
`M
`
`[FI]
`HO1M 4/86
`HO1M 4/96
`HOiM 8/10
`(21) [Application number] 2006063958
`(22) [Filing date] 20060309
`
`M
`
`(71) [Applicant]
`[Name] NITTO DENKO CORP
`[Name] TOYOTA MOTOR CORP
`
`(72) [Inventor]
`(Full name} WANO TAKASHI
`[Full name] KOBAYASHI NORIYUKI
`[Theme code (reference)]
`5HO18
`
`5HO26
`
`[F-term (reference) ]
`
`5HO1L8AA06
`
`S5HOL8EE05
`
`5HOI8EE19
`
`5HOL8SHHOO
`
`5HOI8HHO4
`
`5HO26AA06
`
`5HO26CCO1
`
`5HO26CCO3
`
`5HO26EE05
`
`5HO26EE19
`
`5HO26HHOO
`
`5HO26HHO4
`
`
`
`(57) [Overview]
`a gas diffusion layer for a fuel cell arranged
`PROBLEM TO BE SOLVED: To provide
`between a
`catalyst layer and a
`separator of the fuel ceil, capable of suppressing d
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 3 of 15
`
`eformation due to unevenness or the like of a
`
`separator surface even in a state w
`here large pressure is applied in the thickness direction of the gas diffusion layer,
`to the catalyst layer and drainage of produced
`and of surely executing gas supply
`water from the catalyst layer.
`SOLUTION: This gas diffusion layer for a fuel cell contains a fluorine resin, and ca
`rbon particles, wherein the compression elasticity modulus in the thickness directi
`on of the gas diffusion layer is not smaller than 15 N/mmz2.
`
`CNNOACEENTS
`
`EY
`
`i [Patent Claims]
`
`[Claim 1]
`The gas diffusion layer for a fuel cell is arranged between a
`i cell and a
`
`separator.
`
`catalyst layer of a fue
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 4 of 15
`
`a fluororesin and carbon particles.
`The method comprises
`compressive elastic modulus in a thick
`The gas diffusion layer for a fuel cell has a
`ness direction of the gas diffusion layer of 15 2 or more.
`
`[Claim 2]
`The gas diffusion layer for a fuel cell according to claim 1, wherein the porosity is
`60% or less.
`
`[Claim 3]
`The gas diffusion layer for a fuel cell according
`to claim i, wherein the air permea
`bility is in a range of 0.1 to 1 cm
`2. kPa: sec).
`
`3/ (cm
`
`[Claim 4}
`The gas diffusion layer for a fuel cell according
`is polytetrafluoroethylene.
`
`[Claim 5]
`
`to claim 1, wherein the fluororesin
`
`Electrolyte membrane,
`so as to sandwich the electrolyte membrane ;
`A pair of catalyst layers arranged
`so as to sandwich the pair of catalyst layer
`A pair of gas diffusion layers arranged
`S;
`A fuel cell includes a
`
`pair of separators arranged
`
`so as to sandwich a
`
`pair of gas d
`
`iffusion layers.
`A fuel cell according to any one of claims i to 4, wherein at least one gas diffusio
`n
`layer selected from the pair of gas diffusion layers is a gas diffusion layer for a f
`uel cell according to any one of claims i to 4.
`
`
`
`{Detailed description of the invention]
`
`[Technical field]
`
`[0001}
`The present invention reiates to a gas diffusion layer for a fuel cell for use in a fu
`a
`polymer electrolyte fuel cell (PEFC), and a fuel cell using the
`el cell, particularly
`same.
`
`{Background of the Invention]
`
`[0002]
`Fuel cells have attracted attention because of their excellent power generation eff
`use as a
`iciency and no
`discharge of toxic gases such as
`NOx, and their practical
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 5 of 15
`
`power source for automobiles and the like has been promoted.
`polymer electrol
`a
`polymer membrane as an
`electrolyte has attracted att
`yte fuel cell (PEFC) using
`ention because a
`on the type of ele
`plurality of types of fuel cells exist depending
`°
`C. or less is used as a power
`to be used, and a low temperature of 100
`ctrolyte
`generation temperature, and handling is easier than other types.
`
`A
`
`{0003}
`In a
`
`a
`
`me
`
`o
`
`single cell (single cell) is formed of a
`PEFC, uSually,
`polymer electrolyte
`a
`a
`pair of gas diffusion layers, and a
`mbrane (PEM),
`pair of catalyst layers,
`pair
`on the anode side and the cathode side of the PEM, respecti
`f separators disposed
`as main constituent members. The gas diffusion layer disposed between the
`vely,
`catalyst layer and the separator transmits and diffuses the fuel gas or the oxidant
`gas supplied from the separator and supplies the fuel gas or the oxidant gas to th
`e
`catalyst layer, and serves as an electron conduction medium between the cataly
`a role of discharging
`layer and the separator. The gas diffusion layer also plays
`the generated water generated in the catalyst layer with power generation to the
`a
`predetermined pattern is formed on a surface
`separator. A gas flow path having
`of the separator in contact with the gas diffusion layer, and unevenness correspo
`to the flow path is present.
`
`st
`
`nding
`
`f[0004}
`
`a gas diffusion layer has been known which has a structure comp
`Conventionally,
`rising fine nodules (nodes) of PTFE containing polytetrafluoroethylene (PTFE) and
`an
`a conductive material and containing
`electrically conductive material, and fine
`fibers (fibrils) of PTFE that do not contain a conductive material and couple the no
`In Patent Doc
`des three dimensionally (for example, refer to Patent Document 1).
`a mixture of PTFE, a con
`ument 1, such a gas diffusion fayer is formed by molding
`ductive material, and a
`liquid lubricant into a sheet form, and forming
`a sheet aft
`er
`
`molding.
`
`It has been shown that it can be formed by stretching
`er removal of the liquid lubricant.
`[Patent document 1]JP S 57-30270A
`{Disclosure of invention]
`[Problem to be solved by the invention]
`
`in at least one direction aft
`
`[0005]
`As in the gas diffusion layer described in Patent Document i, a gas diffusion layer
`a
`a
`as a
`formed through
`stretching process after removing
`liquid lubricant serving
`molding aid is used. Although excellent in air permeability, in some cases, a
`large
`in a state of being incorporated into a fuel cell, I.
`amount of pressure is applied
`e., in a thickness direction of a diffusion layer,
`so that it is difficult to
`supply gas t
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 6 of 15
`
`o the catalyst layer and discharge
`produced from the catalyst layer, due to
`unevenness on the surface of the separator. When the gas supply and the dischar
`water become difficult, the output of the fuel cell in which the
`ge of the generated
`gas diffusion layer is incorporated decreases.
`
`water
`
`[0006]
`It is therefore an
`object of the present invention to
`provide
`or a fuel cell and a fuel cell including the gas diffusion layer.
`[Means for solving the problem]
`
`a gas diffusion layer f
`
`[0007]
`The gas diffusion layer for a fuel cell of the present invention (hereinafter, simply
`referred to as
`"gas diffusion layer") is a gas diffusion layer disposed between a ca
`separator, and includes a fluororesin and carbon p
`talyst layer of a fuel cell and a
`articles, and has a
`compressive elastic modulus of 15 2 or more in a thickness dir
`ection of the gas diffusion layer.
`
`0008}
`electrolyte membrane a
`to the present invention, wherein an
`A fuel cell according
`so as to sandwich the electrolyte memb
`nda pair of gas diffusion layers arranged
`rane ; A fuel cell includes a
`o
`so as to sandwich a
`pair of separators arranged
`pair
`f gas diffusion layers, wherein at least one gas diffusion layer selected from the p
`air of gas diffusion layers is the gas diffusion layer for a fuel cell of the present in
`vention.
`
`{Effect of the Invention]
`
`[0009}
`In the gas diffusion layer of the present invention, the compression elastic modul
`us in the thickness direction (hereinafter, simply referred to as
`"compression elas
`tic modulus”) is set to 15 2 or more. To provide
`a fuel cell capable of suppressing
`deformation due to unevenness of a surface of a
`even in a state in whic
`separator
`in a fuel cell, I. e., in a state where a
`large pressure is
`ha fuel cell is incorporated
`in the direction of thickness of a diffusion layer, and capable of surely perf
`applied
`orming gas supply to a
`catalyst layer and discharge of water from a
`r, and having stable output.
`{Best mode for carrying out the invention]
`
`catalyst laye
`
`[0010]
`The gas diffusion layer of the present invention can be manufactured by the follo
`wing manufacturing method.
`
`[0011]
`First, a mixture A of a
`fluororesin, carbon particles and a
`molding aid is formed. A
`particularly limited, for exam
`ithough the method for forming the mixture A is not
`ple, the following method may be used. First, carbon particles and water are mixe
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 7 of 15
`
`a mixer or the like to form a
`a flu
`dispersion Hquid of carbon particles. Then,
`d by
`ororesin dispersion is added to the formed dispersion and further stirred to form a
`a
`mixture B of the fluororesin and the carbon particles. Next, by using
`technique
`or
`such as
`filtration, the mixture B and water are
`separated, and af
`centrifugation
`ter the separated mixture B is dried, the mixture B is further mixed with a moldin
`g aid to form a mixture A.
`
`[0012]
`Pure water is preferably used as water to be mixed with carbon particles. Prefera
`bly, the amount of water mixed with the carbon particles is about 10 to 20 times
`the weight of the carbon particles. When the mixture B is dried, it is preferred to
`remove the water contained in the mixture B as much as
`
`possible.
`
`{0013}
`
`in the mixture A may
`The mixing ratio of the fluororesin and the carbon particles
`be appropriately set according to characteristics necessary for the gas diffusion ia
`in ar
`water
`repellency, conductivity, and the like, and is usually
`yer, for example,
`ange of about 2:8 to 6:4 (weight ratio) of the fluororesin : carbon particles. As th
`e content of the fluororesin in the mixture A increases, the water
`repellency of th
`e obtained gas diffusion layer increases, and as the content of the carbon particle
`s in the mixture A increases, the conductivity of the obtained gas diffusion layer i
`ncreases.
`
`[0014]
`The amount of the molding aid to be mixed with the mixture B varies
`depending
`as the
`on the type of the carbon particles, but may be about i to 2 times as
`large
`weight of the mixture B by weight. There is no
`particular limitation on the type of
`the molding aid, and examples thereof include naphtha and the like.
`
`[0015]
`Next, the formed mixture A is formed into a sheet. A method of forming the mixt
`ure A into a sheet is not
`an extrusion moldi
`particularly limited, and for example,
`ng method may be used. Pre-molding may be performed prior to extrusion of mix
`or the like may be
`a round bar,
`a fish tail die (FT)
`ture A. For extrusion molding,
`used, and an extrusion molding using FT is preferred since a thinner sheet can be
`set.
`formed. The conditions of preforming and extrusion may be appropriately
`
`[0016]
`After extrusion molding, the mixture A (sheet A) formed into a sheet may be furt
`her rolled to a
`predetermined thickness (e.g., about 0.imm-0.5mm). For rolling,
`an intermittent press, or the like can be used.
`
`a
`
`roll,
`
`0017]
`Next, the molding aid is removed from the sheet A. For example, the molding aid
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 8 of 15
`
`may be removed by heating the sheet A to a
`predetermined temperature. The he
`on the type of the molding
`ating temperature may be appropriately set depending
`aid.
`
`[0018]
`Next, the gas diffusion layer of the present invention can be formed by applying
`compressive force to the sheet B in the thickness direction so as to reduce its por
`osity without subjecting the sheet A (this sheet is referred to as a sheet B) from
`which the molding aid has been removed to a
`treatment. In addition, t
`stretching
`he stretching process refers to a process in which a tensile force is applied
`to a sh
`eet in the direction of its surface so that a
`porosity of the sheet increases.
`
`a
`
`a fluororesin and a conductive ma
`
`{0019}
`In a conventional gas diffusion layer containing
`a
`terial as described in Patent Document 1,
`drawing aid (a liquid lubricant in Pate
`nt Document 1) is removed, and then a
`treatment is performed for the
`stretching
`or the like. In such a gas diffusion layer, du
`purpose of improving air permeability
`ring actual use, the deformation in the thickness direction of the gas diffusion lay
`er may be large, and the function of the gas diffusion layer and the discharge of t
`water may be impaired. On the other hand, since the gas diffusion |
`he generated
`ayer of the present invention is formed after the removal of the molding aid and t
`hrough the compression treatment without undergoing the stretching treatment, i
`to make the compression elastic modulus of 15 2 or more, and to pro
`t is possible
`vide a diffusion layer in which the deformation in the thickness direction is suppre
`on a sheet before r
`ssed. In addition, when a
`compression treatment is performed
`emoving the molding aid, it is difficult to reduce the porosity because a
`id is present between the fluororesin and the carbon particles.
`
`molding
`
`a
`
`{0020}
`There is no
`
`ing
`
`roll,
`
`particular limitation on the method of applying
`compressive force to
`a
`rolling method us
`the sheet B, I. e., compressing the sheet B, and, for example,
`a
`an intermittent press, or the like may be applied.
`
`a
`
`[0021]
`The degree of compression of the sheet B may be set
`according
`tics necessary for the gas diffusion layer, such as
`porosity and air permeability,
`nd may be compressed such that the thickness of the sheet after compression is
`about 70% to about 40%, preferably about 70%to about 50%, of the thickness o
`f the sheet (sheet B) before the compression treatment.
`
`to the characteris
`
`a
`
`[0022]
`
`on the manufacturing conditions, the compression elastic modulus of t
`Depending
`he gas diffusion layer of the present invention may be 20 2 or more.
`
`[0023]
`
`2021/05/20
`
`
`
`tetrafluoroethyliene / hexafluoropropylene copolymer,
`a
`a
`an
`
`polyvinyl fluoride,
`
`ethy
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 9 of 15
`
`The porosity of the gas diffusion layer of the present invention is usually 60%or |
`ess, and may be 50%or
`or less than 50% depending
`on the manufacturing
`less,
`conditions. The flower limit of the porosity is mainly determined by the sizes of th
`e fluororesin and the carbon particles, but is usually about 40%.
`
`[0024]
`The gas permeability of the gas diffusion layer of the present invention is usually i
`nthe range of 0.1 cm
`to 1 cm 3 / (cm
`2
`2.- kPa- sec)
`kPa: sec).
`
`3/ (cm
`
`[0025]
`The type of fluororesin is not particularly limited, and for example, polytetrafluoro
`ethylene (PTFE), tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer (PFA),
`and a
`are used. E
`tetrafluoroethylene / perfluoroalkyl viny! ether copolymer (PFA)
`xamples thereof include a
`
`a
`
`polyvinylidene flucride,
`polychlorotrifluorocethylene,
`an
`iene / tetrafluoroethylene copolymer,
`ethylene / chiorotrifluoroethylene copoly
`PTFE is preferred because of its excellent water r
`mer, and the like. In
`
`particular,
`
`epellency.
`
`{0026}
`repellency, and has an action of promoting discharge of
`The fluororesin has water
`water produced at high output and / or at high humidity gas supply.
`
`[0027]
`The type of the carbon particles is not particularly limited, and examples thereofi
`nclude carbon biack such as
`cetylene black, Ketjen black, and furnace black, and
`large, the PEM
`cetyiene black. If the amount of ionic impurities is too
`graphite
`may be contaminated by the impurities and its ionic conductivity may be reduced.
`
`or
`
`{0028}
`particular limitation on the thickness of the gas diffusion laye
`Although there is no
`r of the present invention, for example,
`a 0.05mm-0.4mm range is preferred, and
`a 0.06mm-0.3mm is preferred.
`
`[0029]
`The gas diffusion layer of the present invention may be subjected
`a sheet to a
`temperature higher than or
`equal to a
`atment of heating
`melting poi
`°
`nt of the fluororesin (327
`C. when the fluororesin is PTFE) after the compressio
`n treatment.
`
`baking
`
`tre
`
`to a
`
`{0030}
`The gas diffusion layer of the present invention has a
`higher compression elastic
`modulus than a conventional gas diffusion layer, and is excellent in handling at th
`e time of manufacturing
`a fuel cell, and can be incorporated into a fuel cell withou
`a
`support base material such as carbon paper or carbon clot
`t
`
`being supported by
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 10 of 15
`
`h.
`
`{0031}
`example of a fuel cell of the present invention is shown in FIG. 1.
`
`An
`
`a
`
`[0032]
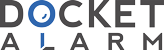
`A fuel cell 11 shown in FIG. 1 includes an
`pair of cata
`electrolyte membrane 12,
`s
`14 a and cathode catalyst layer 13 b) arranged
`lyst layers (anode catalyst layer
`o as to sandwich the electrolyte membrane 12, and a
`pair of gas diffusion layers
`14 a and cathode gas diffusion layer 13 b) arranged
`so
`{anode gas diffusion layer
`as to sandwich the pair of catalyst layers.
`A pair of separators (anode separator 1
`5 a and cathode separator 15 b) arranged
`so as to sandwich the pair of gas diffus
`in a state that a
`ion layers is provided, and each member is joined
`predetermined
`pressure is applied in a direction perpendicular to a main surface of each membe
`r.
`
`[0033]
`Here, at least one gas diffusion layer selected from the anode gas diffusion layer
`14 a and the cathode gas diffusion layer
`1 of the pr
`14 bis the gas diffusion layer
`so that the fuel cell 11 having
`a stable output
`ca
`esent invention described above,
`n be obtained. The fuel cell 11 shown in FIG. 1 is a
`single cell, and a
`plurality of s
`
`uch single cells may be stacked and stacked.
`
`[0034]
`There is no
`particular limitation on each member included in the fuel cell 11, and
`any member generally used as a fuel cell may be used.
`
`[0035]
`The type of the electrolyte membrane 12 is not particularly limited, and when the
`a
`fuel cell 11 is a
`polymer electrolyte membrane having proton conductivity
`PEFC,
`a
`is usually used. As a
`polymer electrolyte membrane having proton conductivity,
`perfluorocarbon sulfonic acid polymer is generally used, but various polymer elect
`rolyte membranes can be used In addition to the polymer.
`
`a
`
`layer containing catalyst particles such as
`or the like, which is a
`
`catalyst
`
`[0036]
`As the catalyst layers 13 a and 13 b,
`a
`a carbon material,
`platinum,
`polymer electrolyte,
`common to PEFCs, may be used.
`
`layer
`
`[0037]
`usually made of a metal such as carbon or SUS.
`The separators 15 a and 15 b are
`a fuel gas channel 16 a and an oxidant g
`In each of the separators 15 a and 15 b,
`as channel 16 b are
`formed, and the fuel gas and the oxidant gas are
`the catalyst layers 13 a and 13 b through the respective channels.
`
`supplied to
`
`[0038]
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 11 of 15
`
`With the fuel cell 11 of the present invention, it is between the gas diffusion layer
`1 and a
`separator (between the anode gas diffusion zone i4a and the anode sepa
`rators 15a and/). Alternatively, any layer having conductivity and gas permeabili
`or the like) may be disposed between the ca
`ty (e.g., carbon paper, carbon cloth,
`thode gas diffusion layer 14 b and the cathode separator 15 b, if necessary.
`
`[Examples]
`
`[0039]
`Hereinafter, the present invention will be described in more detail with reference
`to
`Examples. The present invention is not limited to the following examples.
`
`[0040]
`4 types of gas diffusion layer samples (Samples
`In this example,
`ie samples and Samples 3 and 4 as
`Comparative Sample Samples)
`and a fuel cell equipped with each gas diffusion layer sample
`was
`S power generation characteristics were evaluated.
`
`prepared,
`
`1 and 2 as samp
`were
`
`formed,
`and it
`
`0041]
`FIG. 4 illustrates a method of forming each gas diffusion layer sample ;.
`
`[0042]
`-
`
`-
`
`i
`
`Sample
`First, 500 g of cetylene black particles (Denka Black, manufactured by Denki Kog
`were
`as carbon particles
`charged into 10 kg of pure water, and a dis
`yo Co., Ltd.)
`were
`was form
`in which cetylene black particles
`persion liquid
`uniformly dispersed
`ed. Next, a PTFE dispersion (manufactured by Daikin Industries Co., Ltd.) is used
`was introducedi
`as a fluororesin in the formed dispersion liquid. After the D 30 e)
`nan amount
`to 333 g of PTFE
`particles (weight ratio of carbon part
`corresponding
`was continued for about 15 minutes to for
`icles to fluorine resin of 1.5:1), stirring
`m
`agglomerates of cetylene black particles and PTFE
`
`particles.
`
`[0043]
`Next, the aggregate and water were
`separated byfiltration, and the obtained agg
`°
`oven maintained at 120
`was dried in a hot air drying
`C. for 12 hours toa
`regate
`remove water contained in the aggregate.
`Imost completely
`
`[0044]
`molding aid was added to the obtained aggre
`Next, about 833 g of kerosene as a
`gate, and the mixture was
`put into a molded tube, followed by pressurization (ab
`to form a
`an outer diameter of 76 @ and
`out 0.2 MPa, 2
`minutes)
`preform having
`a
`was extruded using
`an FT die (R
`length of about 300. Next, the formed preform
`=
`a thickness of 1.5,
`to form a sheet having
`a width of 200 and a
`length of
`20)
`5m, and the formed sheet was
`pair of a
`subjected to 5 stage rolling using
`pair
`of metal rolls 5 to form a sheet having
`a thickness of 0.1. A roll temperature of 5
`°
`was set at 40
`C.
`
`R
`
`step rolling
`
`a
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 12 of 15
`
`[0045]
`in a
`oven to remove kerose
`Next, the formed sheet was heated to 120
`C.
`drying
`ne. When the porosity of the sheet after removal of kerosene was calculated from
`--
`the calculation of the specific gravity, it was 75%. This
`with
`
`°
`
`The value of the porosity shown in the descending
`the calculation of the specific gravity of the sheet. Note that, before and after the
`removal of kerosene, the thickness of the sheet hardly changed.
`
`state was also calculated from
`
`[0046]
`Next, the sheet after removal of kerosene was rolled using
`pair of metal rolls (r
`°
`: 20
`a
`compressive force in th
`oll temperature
`C.}, and compressed by applying
`e thickness direction to form a sheet having
`a thickness of 7Q um. The porosity
`o
`was 55%.
`f the sheet after rolling
`
`a
`
`[0047]
`Next, the formed sheet was baked at 380
`usion layer (Sampie 1).
`
`°
`
`C. for 10 minutes to obtain a gas diff
`
`[0048]
`1 was found to be 20 2,
`The compression elastic modulus of Sample
`K 7181. In measuring the compression elastic modulus,
`plurality of
`dbyawJIS
`was 10 square and th
`samples 1 were laminated so that the size of the test piece
`e thickness thereof was 50. Further,
`measurement is performed using
`a compress
`ion force measuring function of a
`precision measurement apparatus (Autograph)
`manufactured by Shimadzu Corporation, and a
`compression rate is used as a 0.0
`s
`icm/sec. The measurement of the compression elastic modulus in the following
`amples 2 to 4 was
`performed in the same manner.
`
`as determine
`
`a
`
`{0049}
`The porosity of Sample 1 was 55%.
`
`-
`
`2
`
`-
`
`kPa
`
`as determined
`
`0050}
`1 was 0.3 cm 3 / (cm
`The air permeability of Sample
`sec)
`by JIS P 8117. Measurement of the air permeability in the following samples 2 t
`o 4 was
`in the same manner.
`
`performed
`
`{0051}
`1 was measured and found to be about 8.6 OQ: c
`The volume resistivity of Sample
`m. The volume resistivity
`1 with a
`was measured by holding Sample
`pair of coppe
`r
`: @.6 MPa) and applying
`a constant current of a current density
`plates (pressure
`cm 2 to the sample. The volume resistivity of each of the following
`s
`of 100 mA /
`amples 2 to 4 was measured in the same manner.
`
`[0052}
`-
`
`Sample
`
`-
`
`2
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 13 of 15
`
`a thickness of 180 pp m was formed in the
`A gas diffusion layer (Sample 2) having
`a thickness of 0.3 was f
`same manner as in Sample 1, except that a sheet having
`treatment was
`ormed in 5 stage rolling and no
`
`performed.
`
`baking
`
`[0053]
`The compression elastic modulus of Sample 2 was 15 2, the porosity
`60%, th
`-
`-
`was
`e air permeability
`was 1 cm 3 / (cm
`2
`kPa
`sec), and the volume resistivity
`-
`cm.
`about 6.7 2
`
`was
`
`{0054}
`Sample 3 (Comparative Example)
`as a
`A gas diffusion layer (Sample 3)
`comparative exampie
`me manner as in
`Sample 1, except that a sheet having
`a thickness of 0.2 was for
`med in 5 stage rolling, and after removing the kerosene, both the compression tr
`treatment were not
`eatment and the baking
`
`was formed in the sa
`
`performed.
`
`[0055]
`The compression elastic modulus of Sample 3 was 7 2, the porosity
`73%, the
`-
`-
`was a
`was 3 cm 3 / (cm
`2
`air permeability
`kPa
`sec), and the volume resistivity
`bout 10 @- cm.
`
`was
`
`[0056]
`
`4
`
`stretching
`
`(Comparative Example)
`Sample
`as a
`A gas diffusion layer (Sample 4)
`comparative exampie
`me manner as in
`Sample i, except that a sheet having
`a thickness of 0.15 was fo
`rmed in 5 stage rolling, kerosene was removed from the formed sheet, and then
`was
`(stretching by 3 times in the direction of 5 stage rolling)
`treatment
`
`was formed in the sa
`
`performed.
`
`[0057]
`The compression elastic modulus of Sample
`-
`was 10 cm 3 / (cm 2
`air permeability
`kPa
`about 12.5 Q- cm.
`
`-
`
`4 was 2 2, the porosity
`85%, the
`was
`sec), and the volume resistivity
`
`was
`
`[0058]
`The results of measurement of the compression modulus, porosity, air permeabili
`are shown in Table 1 below.
`ty and volume resistivity in each sample
`
`[0059]
`
`{Tabie 1]
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 14 of 15
`
`
`
`SE
`
`cm/ (kPa- sec)
`
`
`
`4 (EL)
`
`[0060]
`Using each of the gas diffusion layer samples thus formed,
`in FIG. 1 was manufactured.
`
`a fuel cell 11 as shawn
`
`st)
`
`[0061}
`a Nafion#117 made by DuPont, which is 1 kinds of perfluorocarbon sulfonic
`First,
`as an
`electrolyte membrane 12. On both surfaces of th
`acid polymers, is prepared
`e
`an anode catalyst layer 13 a and a cathode catalyst |
`electrolyte membrane 12,
`ayer 13 b (platinum supported 0.35mg/cmz2, thickness : 10 um, which is a
`cataly
`were bonded by hot pressing to form a membrane electrode assembly (MEA)
`area : 5 cm
`a
`were arrang
`pair of gas diffusion layer samples
`2). Then,
`(electrode
`ed so as to sandwich the MEA. Next, separators 15 a and 15 b made of carbon we
`re
`was
`so as ta sandwich the whole, and a pressure (0.6 MPa)
`i
`arranged
`applied
`na direction perpendicular to the main surface of each layer to manufacture a fue
`a
`i cell 11 as shown in FIG. 1. As the separators 15 a and 15 b,
`separator (manuf
`a
`serpentine channel formed on one
`actured by EfectroChem Co., Ltd.) having
`ncipal surface thereof was used.
`
`pri
`
`as
`
`[0062]
`Samples 1 2 3 and 4 according to the sa
`Each of the fuel cell sampies prepared
`°
`a
`nameof the gas diffusion layer has a cell temperature of 80
`C.,
`hydroge
`mple
`was per
`mgas supply amount of 0.16 L/ min as a fuel gas. The power generation
`a
`formed under a power generation condition of hydrogen gas dew point 70° C.,
`°
`n air supply
`an oxidant gas, and an air dew point of 70
`amount of 0.56 L/ min,
`C., and an I-V characteristic showing
`a cell voltage (V)} against
`a current density
`cm
`2) of a load was measured. Measurement results are shown in FIG. 2.
`
`{A /
`
`[0063]
`As shown in FIG. 2, the output of Samples 1 to 2 can be stabilized as
`ith Samples 3 to 4 as
`
`Comparative Examples.
`
`compared
`
`w
`
`[Industrial applicability]
`
`[0064]
`
`2021/05/20
`
`
`
`Patent/Utility Model Document Display | J-PlatPat [JPP]
`
`Page 15 of 15
`
`to
`
`a gas diffusion layer
`to the present invention, it is possible
`According
`provide
`apable of suppressing deformation due to unevennessof the surface of the separ
`ator and more
`to the catalyst layer and discharge
`reliably performing gas supply
`even when a
`in the thick
`of water from the catalyst layer
`large pressure is applied
`ness direction of the gas diffusion layer. In addition, it is possible to configure
`uel cell with stable output by the gas diffusion layer of the present invention.
`[Brief Description of the Drawings]
`
`c
`
`a f
`
`[0065}
`[Fig. 1]FIG. 1 is a cross-sectional view schematically showing
`i cell of the present invention ;.
`[Fig. 2]FIG. 4 is an I-V characteristic of each fuel cell sample measured in an emb
`odiment ;.
`[Explanation of letters or
`
`an
`
`example of a fue
`
`numerals]
`
`[0066]
`
`1 Gas Diffusion Layer
`11
`Fuel Cell
`
`12
`Electrolyte Membrane
`13 a anode catalyst layer
`13 b cathode catalyst layer
`14 a anode gas diffusion layer
`14 b Cathode Gas Diffusion Layer
`15a anode separator
`15b cathode separator
`16 a fuel gas channel
`
`16 b oxidant gas channel
`
`
`
`of1
` 1
`
`Copyright JPO and INPIT
`
`{P0201}
`
`2021/05/20
`
`
`
`JP 2007-242444 A 2007.9. 20
`
`(19) ELSESRFF UP)
`
`ij @ Bo FS BF a FRA)
`
`(11) SEAS
`
`(61) int. CL.
`HOM 4/86
`HOM 4/96
`HOIM 8/10
`
`(2006. 01)
`(2006. 01)
`2006. 01)
`
`Fl
`
`HOM 4/86
`HOIM 4/96
`HOM
`8/16
`
`$3 BH2007-242444
`(P2007-242444a}
`43) SRG 52Re192¢9A 208 (2007. 9.20)
`
`M
`M
`
`(Se)
`
`FO-VTI- FF
`5SHOILS
`5SHO26
`
`BEIRH BRA5 OL
`(#10 B)
`
`
`2) HSS
`22) HEA
`
`#3HF 2006-63958 (P2006-83958)
`32 AR 18463 A 9B (2006.3. 9)
`
`(TD HERA o0g003964
`HReELRASH
`ARTSOR TT FRE 1 TA 1 Seo
`(71) BERA 000003207
`LS 2B SRRSt
`SAS Ah b Sah Beth
`(74) (EBA 100107641
`iR--+ A H—
`(74)EBA 200115152
`FiRt BR
`(72) HAS FSF eS]
`ARR RA TERI TA e255 A
`BLRAASEAA
`
`FRAS CBE
`
`(64) LEAR OEP] MAIER AUB CSESE
`
`15a
`
`G
`
`13a
`go
`
`13b 15b
`§
`
`16a
`
`16b
`
`
`
` 14a 12
`
`14b
`
`(57) (a8)
`CSR) BARAgoMey & tN & & OPNCHCIE SX
`41.3 BREASHUAT 72AREUEY CoA 3 C. ACARU OEES
`FTC KE ISEEAMDFARRC BYTE SL
`
`SAMOMe MickS RHCCE, BOAO a
`ATA KkCS5 OEREM ae KO ARSENIC TA,
`SPRATNALAATAUHET So
`(RRP) Dy SN. AREAL A
`ARISOES AMORIESE 15 NUmm DLE
`CH SUA AMEN AATI LT Se
`
`1
`DSSREG]
`
`
`
`10
`
`20
`
`40
`
`50
`
`(2)
`
`JP 2007-242444 A 2007.9.20
`
`C th oF ae OK © a AY
`Cig ok 8 1]
`POR BH OMEek ee L&Efil ic A % PAR AEH2? A BER GE HO TN
`Py Swe. AH RYPL ERA,
`
`aij ad 77 A BRAY RS sk & Jy thn @FE Re BL EESay,
`
`1 SN “mm DECK SRA BMH AR
`
`PR AIS.
`Cae ok Gi 2]
`22 FL, 6 OBL CH SHRI 1 CHROMA BMA AUS,
`C#85R IR 3]
`WORMED. Of L~i cm’? ’” Com*+ kP ase sec) OM M CH 6 WRU 1
`OURSMAP A HR.
`Cie ok 0 4 ]
`Wal 7 oy RHR AL PU Fh SODA ORF PY CH SMR LIMORE A
`
`A th BOS
`Cah kW 5 ]
`ai WE ELL
`fi) Ac 2S A Re SK
`—
`8} OD Ah OE Jee PER
`HY Hl
`oO O AP A HR IS 2 DER
`AG ad
`He 6 Bo Te,
`—
`MOA ARB D SBI NADER LR IL DONA ARMOUR DS. FRI
`A ad
`Tt A ic sd ROU RBHA 2 CHS MOR Bh,
`C 38 BA oD SPE RN 2 She
`Ce fy ap BF]
`
`ic sem
`
`7E
`
`Fo HY OD fk MOE &
`iA tk
`REE Fo HED IT A AK Me
`i=)
`NL RESWA SMA
`
`TEXONoNBF
`
`te
`
`& 4
`
`‘
`
`—
`
`ESICMMENE-HO’
`
`~
`
`4 OW
`
`fao0oi]
`
`tit ote oe
`
`(i SPARBh CP EFC) RAD SRABAW
`tatee
`AGM 2H eMOR RA BME KET 4,
`Cy Be x ah
`(0002)
`FRR MSRIC HR TL. NO, GE OMBARZERPH LEW CLEP SRA BMA E ACH TB
`
`DD. ARMOR AUR P ELT ORM IEME MS NTS, REP Btls. ASHER A
`B OD. FRAP 1 OO CREF EIR CHO, RO
`ORES CRO A 4
`TNS
`HOM MO RA PICINTHRCHSZTEL REEDS, RHF RASH BICMOKR Ra
`ff BN PARwh CPE FC) pi ME Xa CWS,
`
`
`foo0o03)
`PE FC @Gik. WM. Mo SRA CP EM) &. PEMOPY/Y-~FMBEOAV—
`BMC SM SNAE Se. HM OMI. HNOAM RBI EO- MORNE BE
`AEMMRR AB AP e LO. LODO CR tL) MER KOS, PR ee ONL XK ED
`MIC ACI SX LSA AEBS, BINH RAP SEMENSEZGIRB A AERBIAA SA
`WB EkOUMM A ECHR TS eR Gl, Bee NP KR EOM OR TE eH
`fELTCORHW eo CMOS, AABN. Ete. Ric HL th ee OK Le EK ok
`-
`KK
`tN bp
`RAH SH SRB eH DOS, BIND
`REBUV AHAB BRT SOR
`Mlctkh, APH ONR-VARATAZA RRB DSR RMSE HTH OL Law wBlicw ey oP AS
`FETS
`foo0o 4]
`FEHR. RUF hGOVa ODF LY
`PE) €#@ BRMCee AL RATE M PRe
`
`CPT
`mi PTFE ORM C7—-F) &. PREM eR EPL Z- RAE e SORT ih
`GTAP TF EORANMM C7 +4 PUN) ED SRSZMIBR AT SAREI AAD 1 T
`o
`RAP OC RA PD tclk., COKDEA ARMA D. PTFE
`WHS CHAIR. Reap oc mh 1 BRD
`ot
`CMM ES © RCN Alc SUR A LRIR Awe > hc LL RB O SD hye
`
`
`
`WIR AI ERA LEB. PES LE-A MMMM ACE EORM MCE ZTE,
`MEN TWAS
`Ce Se sc mR 1] ARR PB 5 7-3 02708 2H
`{ 3818 2Bo]
`CHEHH AMR L kD EDT ARS]
`
`foo0o05]
`
`
`
`
`FOQMATECKBNALOO, PBB MAIAEN
`ReeT OC HK Lica ROT AMM MOKDK, RB HAICH 4IRK INA OMRAB. BEAT
`
`He OH HAS HLA
`ATE AD Hb oR IRBE CUE. oN LD
`
`2
`
`
`
`
`(3)
`
`JP 2007-242444 A 2007.9.20
`
`ny
`
`-
`
`RRM OMASE
`
`MRC 95 OA EO MAL
`
`PLA MTT RANK A AT ROS
`BI KD ACE IE L
`
`BN 6 DR ACO IX A ale
`
`TARE.
`
`SLEEMDHA, HARMBKOERMKOPIANME REALL HRA ARKO MAKE
`7 ROP Be VOW AAI RT 4S
`fooas6]
`OO
`€C CATHIE. PRR MICH eIA ENE IRGE CL. A ATER BE OE RABEM Se &
`TE
`HAR SRB BULA APB EL EECA ARO eA OA Be eH ook
`kA E CS
`6 ko DOF BR]
`CR MLE
`
`WIRD
`foo0o07]
`QA ete sS LR E OMAR A MSA AMI CHT. OD y
`AH AG
`BE
`AS SEAR OOMOS RHA AP A ae ik CRA RB Mle PAP APR) eb B35) EE. ROR Ee
`38
`
`ea
`FeEEBR. WAY AER BOWS AMO SERA 1) ON 4mmYE CHS.
`—-
`{ooo 8}
`WOW APS eR